
В мире полупроводникового производства, где ставки высоки, точность — это не просто цель; это залог выживания. По мере того, как чипы уменьшаются до нанометровых размеров, оборудование, ответственное за их создание — литографические степперы, сканеры пластин и метрологические инструменты — должно работать с непоколебимой стабильностью. На протяжении двух десятилетий наша компания находится на передовой этой отрасли, обеспечивая фундамент для этих чудес инженерной мысли: высококачественные прецизионные компоненты, изготовленные из гранита.
Однако история нашего партнерства с ведущим мировым производителем полупроводникового оборудования (OEM) показывает, что наша ценность выходит за рамки простой поставки камня. Это история о том, как глубокие инженерные знания и индивидуальные решения в области материалов могут устранить сложные операционные проблемы. В этом тематическом исследовании подробно описывается, как мы сотрудничали с этим клиентом для решения критической проблемы — чрезмерного времени калибровки — и добились поразительного сокращения на 40%, повысив производительность и надежность.
Проблема: высокая цена дрейфа и простоев.
Наш клиент, ведущий поставщик оборудования для производства кремниевых пластин, столкнулся с постоянной проблемой, связанной с новейшим поколением высокопроизводительных метрологических инструментов. Эти машины, предназначенные для проверки пластин на наличие микроскопических дефектов, использовали сложные системы перемещения для позиционирования датчиков с нанометровой точностью.
Проблема: время калибровки
Несмотря на сложность электроники и программного обеспечения, машины страдали от «дрейфа». По мере колебаний температуры в заводской среде и выделения внутреннего тепла, несущие конструкции оборудования незначительно расширялись и сжимались.
Несмотря на сложность электроники и программного обеспечения, машины страдали от «дрейфа». По мере колебаний температуры в заводской среде и выделения внутреннего тепла, несущие конструкции оборудования незначительно расширялись и сжимались.
- В результате: для поддержания точности станкам приходилось выполнять цикл «возврата в исходное положение» или калибровки каждые 4 часа.
- Продолжительность: Каждый цикл калибровки занимал приблизительно 25 минут.
- Последствия: В отрасли, где «общая эффективность оборудования» (OEE) имеет первостепенное значение, потеря 25 минут производственного времени каждые 4 часа была неприемлема. Это приводило к значительным потерям производительности и недовольству конечных пользователей (производителей микросхем), которые требовали круглосуточной бесперебойной работы.
Инженерная команда заказчика предположила, что основная причина кроется в структурной устойчивости основания станка и подвижных порталов, изготовленных из композитного металлического сплава. Им требовалось решение, обеспечивающее превосходную термическую стабильность без необходимости полной переработки архитектуры управления движением.
Физика проблемы: почему металл был пределом возможностей?
Чтобы понять, почему у клиента возникли проблемы с калибровкой, нам пришлось обратиться к материаловедению. В первоначальной конструкции оборудования для несущего элемента использовались сварная сталь и чугун. Хотя эти материалы прочны, они обладают двумя существенными недостатками в высокоточных приложениях:
- Высокий коэффициент теплового расширения: сталь расширяется примерно в два раза сильнее, чем гранит, при одинаковом изменении температуры. Даже изменение температуры на 1°C в чистом помещении может привести к деформации металлического каркаса, достаточной для нарушения выравнивания машины, что потребует повторной калибровки.
- Внутренние напряжения: В сварных конструкциях сохраняются остаточные напряжения, возникшие в процессе изготовления. Со временем эти напряжения снимаются, вызывая «ползучесть» или небольшую деформацию рамы, что еще больше увеличивает погрешности выравнивания.
Заказчику требовался материал, обладающий термической инертностью, стабильностью размеров и способностью поглощать вибрации, создаваемые высокоскоростными двигателями. Также требовались прецизионные гранитные детали.
Решение: Архитектура из гранита, разработанная по индивидуальному заказу.
Опираясь на наш 20-летний опыт работы в отрасли, наша инженерная команда предложила комплексную модернизацию и перепроектирование несущей конструкции машины. Мы не просто поставили каменный блок; мы разработали систему.
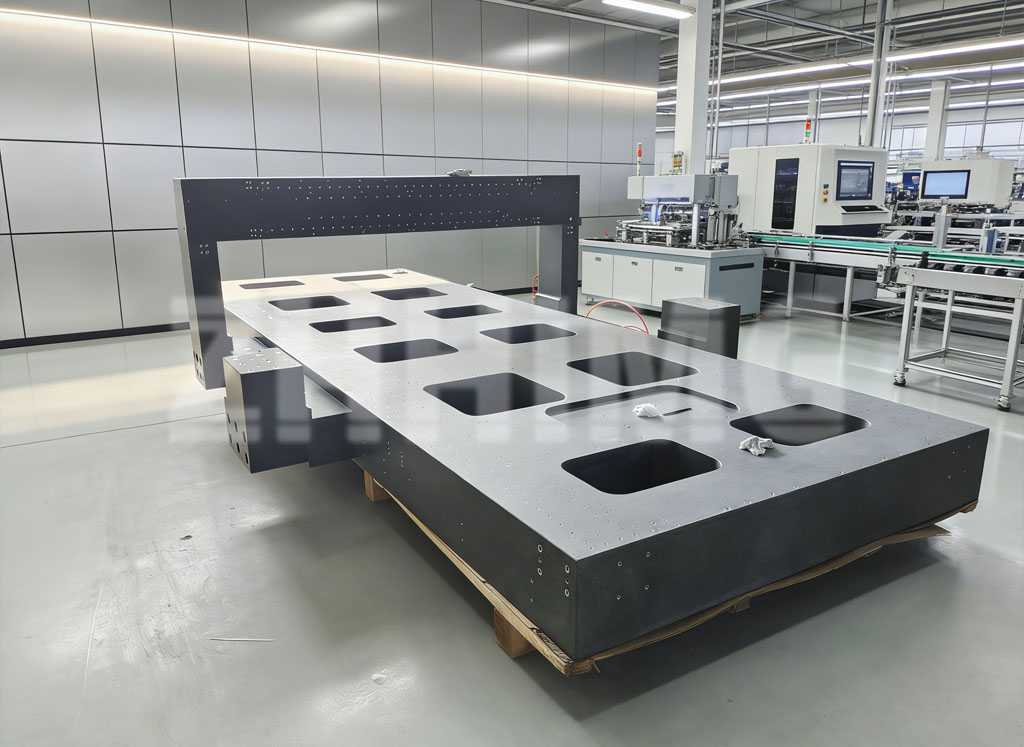
Выбор материала: гранит «Черная галактика».
Мы выбрали высококачественный натуральный гранит, специально отобранный за его мелкозернистую структуру и высокую плотность. Этот материал обладал следующими характеристиками:
Мы выбрали высококачественный натуральный гранит, специально отобранный за его мелкозернистую структуру и высокую плотность. Этот материал обладал следующими характеристиками:
- Низкий коэффициент теплового расширения: приблизительно 5,4 × 10⁻⁶/°C, что значительно ниже, чем у стали.
- Высокая демпфирующая способность: гранит поглощает вибрацию в 10 раз лучше, чем чугун, что гарантирует отсутствие помех от шума двигателя при проведении точных измерений.
Инновационный дизайн: «Геометрия без стресса»
Одним из главных рисков при использовании гранита является его вес и сложность обработки. Наша команда использовала передовые технологии CAD-моделирования для оптимизации геометрии основания. Мы разработали внутренние ребра жесткости, которые максимально увеличили жесткость при минимизации массы.
Одним из главных рисков при использовании гранита является его вес и сложность обработки. Наша команда использовала передовые технологии CAD-моделирования для оптимизации геометрии основания. Мы разработали внутренние ребра жесткости, которые максимально увеличили жесткость при минимизации массы.
Кроме того, мы внедрили конструкцию с «кинематической связью». Вместо прямого крепления гранита к стальному шасси (что привело бы к передаче напряжений), мы использовали трехточечную систему крепления с регулируемыми выравнивающими опорами. Это обеспечило сохранение гранита в состоянии полного равновесия, свободного от внешних сил, которые могли бы вызвать деформацию.
Производственный процесс
Для создания этих компонентов потребовались производственные мощности на микронном уровне:
Для создания этих компонентов потребовались производственные мощности на микронном уровне:
- Высокоточная обработка на станках с ЧПУ: для обработки гранита мы использовали инструменты с алмазными наконечниками с точностью до ±5 микрон.
- Притирка и полировка: Направляющие, по которым перемещались линейные двигатели, притирались вручную для достижения чистоты поверхности менее 0,5 микрон Ra. Эта сверхгладкая поверхность уменьшала трение и явления «залипания-проскальзывания», что дополнительно повышало стабильность движения.
Реализация: от прототипа до производства
Переход осуществлялся поэтапно, чтобы минимизировать риски. Сначала мы поставили комплект прототипных гранитных оснований для научно-исследовательского центра клиента.
Этап 1: Валидация
Заказчик установил гранитное основание в тестовый образец. Результаты были незамедлительными. Тепловой дрейф снизился более чем на 60% по сравнению со стальным основанием. Машина сохраняла свою центровку в течение значительно более длительного времени.
Заказчик установил гранитное основание в тестовый образец. Результаты были незамедлительными. Тепловой дрейф снизился более чем на 60% по сравнению со стальным основанием. Машина сохраняла свою центровку в течение значительно более длительного времени.
Этап 2: Интеграция
После проверки материала мы совместно с их командой разработчиков программного обеспечения скорректировали алгоритмы компенсации машины. Поскольку гранитное основание оказалось очень стабильным, программному обеспечению больше не требовалось применять агрессивные корректирующие коэффициенты, которые ранее являлись причиной задержек в вычислениях.
После проверки материала мы совместно с их командой разработчиков программного обеспечения скорректировали алгоритмы компенсации машины. Поскольку гранитное основание оказалось очень стабильным, программному обеспечению больше не требовалось применять агрессивные корректирующие коэффициенты, которые ранее являлись причиной задержек в вычислениях.
Этап 3: Полномасштабное развертывание
Мы создали специализированную производственную линию для поставки гранитных компонентов для их серийного производства. Наш контроль качества гарантировал, что каждая отгруженная основа была идентична, что позволило производителю масштабировать производство без отклонений.
Мы создали специализированную производственную линию для поставки гранитных компонентов для их серийного производства. Наш контроль качества гарантировал, что каждая отгруженная основа была идентична, что позволило производителю масштабировать производство без отклонений.
Результаты: сокращение времени калибровки на 40%.
После шести месяцев эксплуатации на предприятиях заказчиков данные подтвердили успех проекта. Переход на прецизионные гранитные компоненты принес измеримые и значимые результаты.
Количественные улучшения
| Метрическая система | Предыдущая (стальная основа) | Новый (гранитное основание) | Улучшение |
|---|---|---|---|
| Частота калибровки | Каждые 4 часа | Каждые 8 часов | На 50% реже |
| Продолжительность калибровки | 25 минут | 15 минут | На 40% быстрее |
| Время безотказной работы оборудования | 92% | 96,5% | +4,5% доступности |
| Пропускная способность | 100 пластин в час | 104 пластины/час | +4% Выход |
Разбор "40%"
Главное достижение — сокращение времени калибровки на 40% — было достигнуто двумя способами:
Главное достижение — сокращение времени калибровки на 40% — было достигнуто двумя способами:
- Более быстрое время стабилизации: Благодаря эффективному гашению вибраций гранитом, датчики могли стабилизироваться и снимать показания гораздо быстрее во время калибровки. Машине не приходилось «ждать», пока вибрации утихнут.
- Сокращение количества итераций: стальные основания часто требовали нескольких калибровочных проходов для достижения точного выравнивания из-за термического дрейфа в процессе. Гранитное основание было достаточно устойчивым, поэтому калибровка прошла успешно с первого прохода.
Качественные преимущества
Помимо самих цифр, клиент сообщил о существенных дополнительных преимуществах:
Помимо самих цифр, клиент сообщил о существенных дополнительных преимуществах:
- Повышение выхода годной продукции: Стабильность гранита снизила шум измерений, что позволило обнаруживать более мелкие дефекты и, как следствие, повысило общий выход годной продукции для производителей стружки.
- Снижение затрат на обслуживание: гранит не ржавеет и не подвергается коррозии. Клиент отметил сокращение количества обращений по техническому обслуживанию, связанных с коррозией основания или деформацией конструкции.
- Удовлетворенность клиентов: Конечные пользователи (производители оборудования) отметили повышение надежности, что укрепило репутацию OEM-производителя на рынке.
Заключение: Стратегическая ценность высококачественного гранита
Этот пример показывает, что калибровка полупроводникового оборудования — это не просто программная задача, а структурная. Устранив первопричину нестабильности — материал основания оборудования — мы смогли добиться повышения производительности, недостижимого с помощью одного лишь программного обеспечения.
На протяжении 20 лет мы помогаем производителям расширять границы возможного. Поставляя высокоточные гранитные компоненты, которые служат идеальной основой для движения и измерений, мы позволяем нашим клиентам достигать более высоких скоростей, более жестких допусков и большей эффективности.
Дата публикации: 20 апреля 2026 г.